E-mail:
info@pipesl.com




Product List

SAWH Steel pipe
SAWH Steel pipe stands for Submerged Arc Welding Helical Steel pipe. The production process of SAWH spiral welded steel pipe is formed by the collaborative operation of various technological processes. It has the advantages of high production efficiency, good welding quality, wide product applicability, and environmental protection. Its special structure shows its unique value and wide applicability in the fields of petroleum, natural gas exploitation, urban water supply and drainage, etc.
Product name: SAWH Steel pipe, SAWH pipe, ssaw pipe, Spiral steel pipe, spiral submerged arc pipe, spiral welded pipe, SSAW Steel Pipe, Spiral Steel Pipe, Welded Spiral Pipe
Materials: GR.B, X42, X52, X60, ST35, ST52, S235JR, S355JR, SS400, SGP, STP G370 etc.
Standard: API 5L, ASTM A53, A139, A515, A252, A672 etc.
Product name: SAWH Steel pipe, SAWH pipe, ssaw pipe, Spiral steel pipe, spiral submerged arc pipe, spiral welded pipe, SSAW Steel Pipe, Spiral Steel Pipe, Welded Spiral Pipe
Materials: GR.B, X42, X52, X60, ST35, ST52, S235JR, S355JR, SS400, SGP, STP G370 etc.
Standard: API 5L, ASTM A53, A139, A515, A252, A672 etc.
Product Details
What Are the Advantages of SAWH steel Pipe
SAWH steel pipe can be produced in longer length (maximum length up to 50 meters) compared to LSAW steel pipes
Due to its spiral seam SAWH pipe has an accurate diameter accuracy and strength
The sizes are adjustable & can be tailored to end-user requirements.
Standard of SAWH steel pipe
SAWH steel pipe is made up of hot-rolled coiled steel using a double-sided submerged arc welding method. The welding process allows steel pipe manufacturers to produce large-diameter steel pipes suitable for different applications.
| Standard | Specification |
| ASTM A53 | Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless |
| API 5L | Specification for Line Pipe(Two levels PSL 1 and PSL 2 of seamless and welded steel pipes for use in pipeline transportation systems in the petroleum and natural gas industries.) |
| A252 | Standard Specification for Welded and Seamless Steel Pipe Piles |
| A500 | Specification for Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and Shapes |
| BS EN10219-1 | Cold formed welded structural hollow sections of non-alloy and fine grain steels - part1: Technical delivert conditions |
| BS EN10219-2 | Cold formed welded structural hollow sections of non-alloy and fine grain steels - part2: tolerances dimmsions and sectional properties |
Test: Chemical Component Analysis, Mechanical Properties (Ultimate tensile strength, Yield, strength, Elongation), Technical Properties (Flattening Test, Bending Test, Blow Test, Impact Test), Exterior Size Inspection, Hydrostatic Test, X-ray Test.
Mill Test Certificate: EN 10204/3.1B
Third party inspection: SGS, BV, Lloyds etc.
Surface: Lightly oiled, Hot dip galvanized, Electro galvanized, Black, Bare, Varnish coating/Antirust oil, Protective Coatings (Coal Tar Epoxy; Fusion Bond Epoxy, 3-layers PE)
Coating Standard:
ANSI/AWWA C104/A21.4 American National Standard for Cement-Mortar Lining for ductile-iron Pipe and Fittings for water
DIN 30670 Polyethylene coatings of steel and fittings
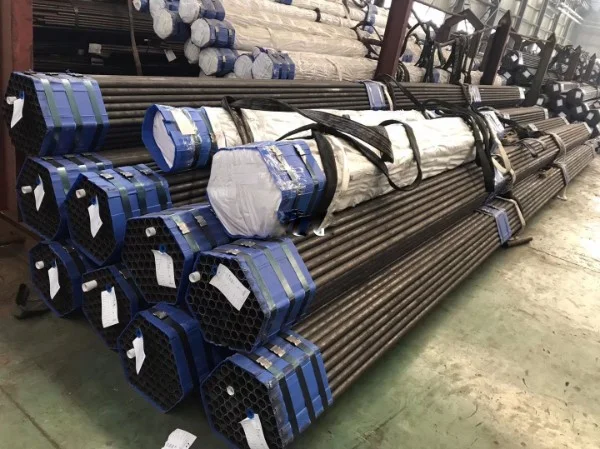
Packing: Plastic plugs in both ends, Hexagonal bundles of max. 2,000kg with several steel strips, Two tags on each bundle, Wrapped in waterproof paper, PVC sleeve, and sackcloth with several steel strips, Plastic caps.
SAWH Steel pipe type
SSAW steel pipe, HFW steel line pipe, HFW steel pipe, Galvanized spiral welded steel pipe, 3PE coated spiral welded steel pipe
SAWH Steel pipe specification:
Outer diameter:219mm-3000mm
Wall thickness: 4mm-25.4mm
Length: 6m-28m
Spiral Submerged-arc Welded Quality Assurance
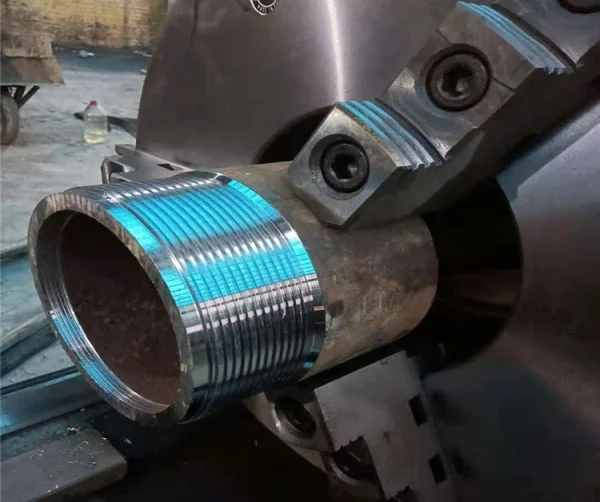
Spiral welded pipe production by submerged arc method is based on using tandem welding technique for joining inside and outside coil edges, which have been trimmed and beveled by carbide milling for high quality weld structure.
Listing some notes You must know
Oiled marking: Steel after passing wrer oiled to prevent corrosion,and according to user requirements for making.
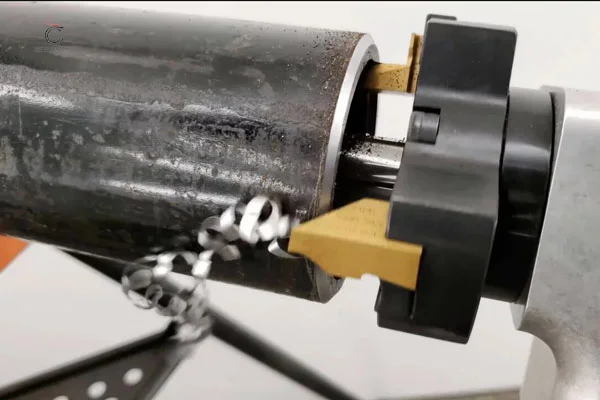
Leveling Milling: The flat steel anvil machine so that the origal curl,and then thouth the edge milling machine for two-sided steel milling,so as to meet the requirements of the plate width,plate edge parallelism and groove shape.
Shear molding: The steel plate production line along the outer edge of the spiral curl into a tube.
Butt cut: Double-sided submerged arc welding using advanced technology to pre-welding,internal welding,outside wilding.The welded steel pipe using a plasma-foot cut to specification length.
Note:
Welding of hot rolled steel coils takes spiral form after passing through preforming and forming rolls. Excellent exterior weld quality at high production speeds is provided by double submerged arc welding process. Manufactured pipes are cut to the desired lengths at the exit of the pipe machine. Pipe ends are beveled by means of carbide machining for accurate on-site welding.
After the pipe is conveyed to hydrostatic testing and off-line ultrasonic testing and/or real time X-ray inspection, the pipe will be subject to final inspection for the compliance to customer requirements.
Starting from incoming control up to the final inspection stage; entire process is monitored and supported by computerized system. Traceability is achieved by input controls and barcodes through entire production lines. 


Related
Products


















Our Service










About Us
Cangzhou Shenlong Pipe Manufacturing Co., Ltd. is a company& supplier& manufacturer& factory specialized in the production, processing and sales of various steel pipes, such as seamless pipe, welded pipe, straight seam steel pipe, spiral welded steel pipe, hot galvanized steel pipe, coating steel pipe, stainless steel pipe, and pipe fittings, the production base is located in Cangzhou.
Product
Contact Us
As a professional steel pipe manufacturer, we can provide First-Class Quality & Professional Technical Services ! Welcome to contact us !
Tel : 86-21-68415567
E-mail: info@pipesl.com
Add :10A6, No526, Laoshan Rd, Pudong New District, Shanghai, China



Send us a Message
 Privacy settings
Privacy settings